



EQUIPMENT DESCIPRTION
1. بوش بوتۇلكا تارقاتقۇچى
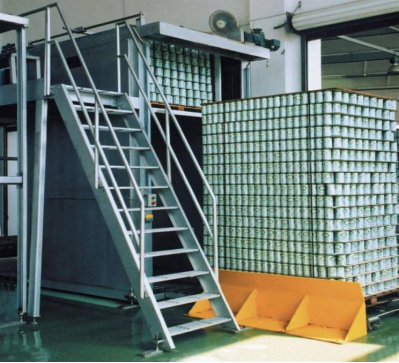
سىغىمى: 100-150BPM
سەپلىمىسى
1. قوللىنىش دائىرىسى: ھەر خىل مېتال قۇتىلار ، ئەينەك بوتۇلكىلار ۋە ئېغىر سۇلياۋ بوتۇلكىلار
2. قۇرۇلما تەركىبى ۋە ماتېرىيالى:
(1) ئۆزىنى قۇلۇپلاش بەدەننى كۆتۈرۈش سىستېمىسى.كاربون پولات-تۆمۈر قۇرۇلۇشى.
(2) كېسەل فوتو ئېلېكتر ئالماشتۇرۇش ، Schneider ساياھەت ئالماشتۇرغۇچ ۋە كۇنۇپكا قاتارلىقلارنى قوبۇل قىلىش
(3) پىيادىلەر سۇپىسى ۋە قەدەملىرى.كاربون پولات-تۆمۈر قۇرۇلۇشى.
3. ئىقتىدار:
ماشىنىنىڭ كۆتۈرۈلۈشى ئېلېكترونلۇق سېنزور تەرىپىدىن كونترول قىلىنىپ ، قەۋەت ۋە ئورۇن ئۆزلۈكىدىن ئۆرلەيدۇ.تانكىنىڭ گەۋدىسى ئېلېكترونلۇق كۆز تەرىپىدىن كونترول قىلىنىپ ، باكتىن ئاپتوماتىك چېكىنىدۇ.تىجارەتچى ھەر بىر قەۋەت باكنىڭ كارتىسىنى تارتىپ چىقىرىدۇ.يەر ئەركىن رولنى دۆۋىلەپ قول بىلەن ئىتتىرىڭ.
4. تېخنىكىلىق پارامېتىرلار:
(1) توك بىلەن تەمىنلەش: توك بىلەن تەمىنلەش 380V × 50 Hz × 3
كونترول توك بىلەن تەمىنلەش 220V × 50 Hz × 2
(2) ئىشلىتىلگەن پەلەمپەينىڭ ئۆلچىمى: 1100mm × 1400mm
(5) بەدەن چوڭلۇقى: ئۇزۇنلۇقى 6m × 3M كەڭلىكى × 3M ئېگىز
2. ئەينەك بوتۇلكا پىۋا قاچىلاش ماشىنىسى
سىغىمى 4000BPH
ئادەتتىكى چۈشەندۈرۈش


چايقاش قىسمى
1) ئايلانما چايقاش: ھاراق ، ئىچىملىك ۋە سۇ تازىلاشقا ماس كېلىدۇ.
2) يېڭى بوتۇلكا قىسقۇچ ئارقىلىق ئايرىش نەيچىسى ۋە يۇلتۇزلۇق چاق ئارقىلىق توشۇلىدۇ ۋە ئۈسكۈنىنى بۇرايدۇ.بوتۇلكا بوينى يۇقىرى ئاۋازدا تۇتۇلىدۇ ، ئاسېپتىك سۇ چايقالغاندىن كېيىن ، بوتۇلكىنىڭ بوينى ئۆرلەپ باشقا جەريانغا يەتكۈزۈلىدۇ.
3) چايقاش ئالاقىلىشىش قىسمى ۋە سىرتى داتلاشماس پولات ماتېرىيالنى قوللىنىدۇ
4) ئوچۇق لايىھىلەش ئۈسكۈنىلىرىنى ھەيدەش
5) ئورنىتىلغان بوتۇلكىغا ئۆپكە قىسمى ئورنىتىلغان ، بوتۇلكىنى كونترول قىلىش ، يىقىلىپ چۈشكەن بوتۇلكىنىڭ ئاساسلىق ماشىنىغا كېلىشىدىن ساقلىنىش
6) چايقاشنىڭ سۇ تۇرۇبىسىغا بېسىم ئۆلچەش ئەسۋابى ۋە بېسىمنى ساقلاش كلاپانى ئورنىتىلغان
7) ئوخشىمىغان ئېگىزلىكتىكى بوتۇلكىنىڭ ئېگىزلىكىنى قولدا تەڭشەش
8) سۇ يىغىش تەخسى: چايقالغان سۇنى يىغىۋېلىش
9) ھەر بوتۇلكىنىڭ ھەجىمىنىڭ ئۆرلىشى: 105ml / s (0.25MPa)
ئەگەر بوتۇلكا ياكى توختاش بولمىسا ، چايقاش توختايدۇ.بوتۇلكىغا كەلسەك ، ئۇ يەنە ئىجرا بولىدۇ.

تولدۇرۇش قىسمى
1) گېرمانىيە تېخنىكىسىنى قوبۇل قىلىڭ ، ئىزوبارىك قاچىلاش پرىنسىپى لايىھىسىدىن پايدىلىنىپ ، پاكىزلانغان بوتۇلكىنى تولدۇرۇڭ
2) ئىزوبارىك تېخنىكىلىق كلاپاننى قوبۇل قىلىڭ ، يۇقىرى ئېنىقلىق دەرىجىسى بىلەن تېز تولدۇرۇڭ.
3) قاپقاق ئىقتىدارى بىلەن يېتەكچى قۇتۇپنى قوبۇل قىلىڭ ؛ بوتۇلكا ئېگىزلىكتە تۆۋەنگە تۇتىشىدۇ ، بوتۇلكا بويۇن بىلەن تولدۇرۇش كلاپانى ئارىسىدىكى تولۇق پېچەتلەشكە كاپالەتلىك قىلىدۇ ، ئېقىپ كېتىشنىڭ ئالدىنى ئالىدۇ.
4) بۇزۇلۇشقا قارشى تۇرۇش ئۈسكۈنىسى بىلەن تەمىنلەش ؛ بوتۇلكىنى بۇزۇپ تازىلاش ، كېيىنكى بوتۇلكىدىن ساقلىنىش.
5) تولۇق CIP تازىلاش ئىقتىدارى بىلەن تەمىنلەش
6) ئوخشىمىغان بوي ئېگىزلىكىگە ئاساسەن ، ئۇ ئاپتوماتىك ھالدا ئېگىزلىككە ئېرىشىدۇ ھەمدە يۇقىرى ۋە تۆۋەن دەرىجىدىكى بىخەتەرلىك قوغداش بىلەن تەمىنلەيدۇ.
7) ئاساسلىق قوزغاتقۇچ ئوچۇق لايىھەلەنگەن چىشلىق چاقنى قوللىنىدۇ: يۇقىرى ئۈنۈملۈك ، تۆۋەن نوچى ، ئۇزۇن ئۆمۈر كۆرۈش ، ئاسان ماسلاشتۇرۇش ، تولۇق سىلىقلاش.
8) ئاساسىي ماتورنىڭ ئايلىنىشىنى كونترول قىلىش ئۈچۈن قەدەمسىز چاستوتا تەتۈر ئايلاندۇرغۇچنى قوبۇل قىلىدۇ
9) بوتۇلكا ئۇلاش سىستېمىسى ، ئاددىي قۇرۇلما ، بۇ بوتۇلكىنىڭ چوڭ-كىچىكلىكىنى تېخىمۇ ئاسان ئۆزگەرتەلەيدۇ.
10) بوتۇلكا تۇتۇلغان قۇرۇلمىنى قوبۇل قىلىدۇ
11) PLC كونتروللۇقى ، سۈكۈتتىكى بۆلەكنى توسۇش ، قالپاق يېتىشمەسلىك قاتارلىقلارغا تىزىشقا بولىدۇ.
12) بىخەتەرلىك تەكشۈرۈش ئىقتىدارى: بوتۇلكا يوق ، كلاپان ئېچىلمايدۇ ، قاپلاش يوق ؛ دوپپا ، ماشىنا توختىمايدۇ ؛ دېرىزە ئوچۇق ، ماشىنا توختايدۇ.
13) سەۋىيىلىك سېنزور بىلەن سەپلەپ ، تولدۇرۇشقا كاپالەتلىك قىلىڭ.
14) ئاچقۇچلۇق قىسمى ۋە ئېلېكتر زاپچاسلىرى ئىمپورت قىلىنغان مەھسۇلاتلارنى قوبۇل قىلىدۇ.
قاپلاش قىسمى
1) قاپاق قىسمى: رەتلەنگەن دوپپا قاچىلانغان بوتۇلكىغا بېسىلىپ ، ئاندىن كېيىنكى باسقۇچقا توشۇلىدۇ.
2) قاپقاق سۈرئەتنى تۆۋەنلىتىش ماشىنىسى ئارقىلىق ئايلىنىدۇ. دوپپا مەركەزدىن قاچۇرۇش ئىقتىدارى ئاستىدا قاپقىچىدىن ئايرىلىدۇ. چىقىش ئېغىزىغا دوپپا رېشاتكىسى ئورنىتىلغان بولۇپ ، تەتۈر دوپپا كەلگەندە توغرا يۆنىلىشكە ئۆزگىرىدۇ ؛ دوپپا مىقدارى كونترول قىلىنىدۇ فوتو ئېلېكتر ئالماشتۇرغۇچ ، قاپاقنىڭ چۈشۈش ئۈنۈمىگە كاپالەتلىك قىلىدۇ.
3) ئەگەر قاچىنىڭ دوپپىسى بولسا ، دوپپا ئىشلىتىدىغان ئىككىنچى دوپپا كىرەلمەيدۇ.
4) ھەمدە ئۇنىڭغا يانتۇ يولدا رەسىم ئېلېكترونلۇق سۈرتكۈچ ئورنىتىلغان بولۇپ ، دوپپا يوقلىقىنى سىنىغاندا ، ئاپتوماتىك توختايدۇ
5) قاپلانغا تۆلەم بېرىش ئىقتىدارى ئورنىتىلغان بولۇپ ، بوتۇلكىنىڭ بۇزۇلۇش نىسبىتىنى تۆۋەنلىتىدۇ.
6) ئەگەر ئوخشىمىغان چوڭلۇقتىكى بوتۇلكىدا پەقەت بىرلا ئۆلچەملىك تاج قالپىقى بولسا ، قاپلاش شەكلىنى ئۆزگەرتىشنىڭ ھاجىتى يوق.
7) ئوخشىمىغان ئېگىزلىكتىكى بوتۇلكا شەكلىگە ئاساسەن ، قاپاقنى ئاپتوماتىك تەڭشىگىلى بولىدۇ.


ئاساسلىق ئىقتىدارلىرى:
توك يەتكۈزۈش لىنىيىسىنىڭ سەۋىيىسى ۋە تەقسىملىنىشىنىڭ ئىشلەپچىقىرىش لىنىيىسى ئۈنۈمى ناھايىتى ياخشى.توك يەتكۈزۈش لىنىيىسىنىڭ تارقىلىشىدا ئۈسكۈنىلەر قىسقا ۋاقىت تۇرغاندىن كېيىن چوقۇم ئويلىشىشى كېرەك (مەسىلەن: ئالماشتۇرۇش بەلگىسى) ، مەشغۇلاتنىڭ دەسلەپكى قىسمىدىكى ئۈسكۈنىلەر تەسىر كۆرسىتەلەيدۇ ، ئەمما كۆرۈنمە يۈزى ئۈسكۈنىلىرىنىڭ ياخشى بولۇشى مۇمكىن. پۈتكۈل ئىشلەپچىقىرىش لىنىيىسى تېخىمۇ يۇقىرى مەشغۇلات ئۈنۈمىنى قولغا كەلتۈرىدۇ.ئىشلەپچىقىرىش لىنىيىسى ئورۇنلاشتۇرۇشى خېرىدارلارنىڭ ئۆز-ئارا مۇناسىۋەتنى ئىشلىتىشتىكى مەبلەغ سېلىش ۋە ئىشلەپچىقىرىش لىنىيىسىنىڭ ئۈنۈمىنى تولۇق ئويلىشىپ ، چەتئەل تېخنىكىسىنى ياخشى ئاساستا كىرگۈزۈش بۇ تەلەپلەرنى قاندۇرالايدۇ.بۇ سىستېما ئىلغار چەتئەل تېخنىكىسىنى ئىشلىتىدۇ ، ئالدىنقى ئەسىرنىڭ 90-يىللىرىنىڭ ئىلغار سەۋىيىسى ، يېڭى لايىھەنىڭ مېخانىكىلىق قۇرۇلمىسى ، كۆپىنچە زاپچاسلار ئەگمە تامغا بېسىش ياكى قاتتىق ياخشى ، يېنىك ئېغىرلىق بىلەن ئالماشتۇرۇشنىڭ ئەۋزەللىكى بىلەن شەكىللەنگەن.يوللاش ھالىتى ،
توشۇش دىئامېتىرى φ40 ~ 11010 مىللىمېتىرلىق قاچىلارغا ماس كېلىدىغان ئىشەنچلىك ، ئاسراش ۋە رېمونت قىلىشقا قۇلايلىق.پۈتكۈل بۇففېرنىڭ ئېلېكتر كونترول سىستېمىسى PLC كونتروللۇقى بوتۇلكا يەتكۈزگۈچ سىستېمىسى مەشغۇلاتى ، ئاپتوماتىك مەشغۇلات سۈرئىتىنى تېزلىتىش ۋە ئاستىلىتىش ، ئاپتوماتىك بۇففېر ئىقتىدارى.
.ئابونتلارنىڭ ئېھتىياجىغا ئاساسەن ، بۇففېر سۇپىسىنىڭ ئالدىدا ئورنىتىلغان بىر يۈرۈش ئۆلچەملەر (ئادەتتە 1 -2 مىنۇتتا) ماشىنا بەلگىنى ئالماشتۇرماقچى بولغاندا ، ماي قاچىلاش ماشىنىسىنىڭ ئالدىدا بۇ مەزگىلنى ساقلاشنىڭ ھاجىتى يوق. ، بۇففېر سۇپىسى ساقلانغان ، ماشىنا End بەلگىسىنىڭ ئورنىنى ئالماقچى بولغاندا ، يۇقىرى سۈرئەتلىك بۇففېر سۇپىسىنى ئىشلىتىشنىڭ بىر يۈرۈش ئۆلچىمى قاچا-قۇچىلاردا ساقلىنىدۇ ، ئاندىن ماس قەدەملىك سۈرئەت ئەسلىگە كېلىدۇ.
.
(3) ئېلېكتر كونترول قىلىش ئىلغار ۋە مۇۋاپىق كونترولنى ئىشلىتىپ ، كونترول قىلىش ئۇسۇلىنى لايىھىلەپ ، خېرىدارلارنىڭ ئىچنوگرافىيە تەلىپىگە ئاساسەن زۆرۈر بولغان ئېلېكتر كونترول ئېلېمېنتلىرىنى تاللاپ ، يەتكۈزۈشنىڭ تۇراقلىقىنى ئىلگىرى سۈرىدۇ.
(4) يەتكۈزۈش سىستېمىسىنىڭ بىر تەرەپ قىلىش شەرتى ياكى خېرىدارلارنىڭ تەلىپىگە ئاساسەن ، كونترول ئالماشتۇرغۇچنىڭ ئورنىنى مۇۋاپىق بەلگىلەڭ ، ئابونتلارنىڭ مەشغۇلات قىلىشىغا قۇلايلىق يارىتىڭ.

4. بوتۇلكا قىزىتىش تونېلى
ئومۇمىي چۈشەندۈرۈش
بىز چەتئەلدىكى ئۈسكۈنىلەر تېخنىكىسىنى سۈمۈردۇق ، يېڭىدىن لايىھەلەنگەن بۇ ماشىنا ، ئىسسىق سۇ پۈركۈش ئارقىلىق بەش رايوندا ئاستا-ئاستا مىكروبسىزلاندۇرۇش ۋە سوۋۇتۇش.بىرىنچى رايون: 70 ℃ ئىسسىق سۇنى 10 مىنۇت ئىشلىتىش.ئىككىنچى رايون: 45 ℃ سۇ سوۋۇتۇش.ئۈچىنچىسى: سوۋۇتۇش مۇنارىدىكى سۇنى يىغىۋېلىش ئارقىلىق سوۋۇتۇش.تۆتىنچى: سوۋۇتۇش ئۈچۈن سۇ پۈركۈشبەشىنچى: ساپلاشتۇرۇلغان سۇ ئىشلىتىپ بوتۇلكىدىكى پۈركۈشنى تازىلاش.قىزىق سۇ پار بىلەن ئىسسىتىش سىستېمىسى ئارقىلىق ئىشلەپچىقىرىلىدۇ ، پۈركۈلگەن سۇ ئېقىمى بازىدىكى سۇ ئورنىدا ، پۈركۈش پومپىسى ئارقىلىق يىغىۋېلىنىدۇ ، ئەگەر سۇ بېكىتىلگەن مەركەزگە يېتەلمىسە ، ئىسسىنىش سىستېمىسى سۇنى يەنە قىزىتىدۇ ، ئەگەر ئېشىپ كەتسە بېكىتىلگەن مەركەز ، ئاندىن سوۋۇتۇش مۇنارى تەرىپىدىن توشۇلىدۇ ، سوۋۇغاندىن كېيىن قايتا پايدىلىنىدۇ.بوتۇلكا بېقىش تېمپېراتۇرىسى 70 and ، چىقىش تېمپېراتۇرىسى 40 ℃。
ئاساسلىق ئىقتىدارلىرى
پۈتۈن گەۋدە داتلاشماس پولاتتىن ياسالغان (ئات ، توشۇش ، ماتورنى ئۆز ئىچىگە ئالمايدۇ) ، كۆزىتىش كۆزنىكىنى تەگلىك ئەتراپىغا ئورۇنلاشتۇرغىلى بولىدۇ ، ئۈستۈنكى قۇرۇلمىنى ئاسان ئاسرىغىلى بولىدۇ.
پۈركۈگۈچ ئامېرىكا پۈركۈش سىستېمىسى چەكلىك شىركىتىنىڭ تېخنىكىسىنى قوللىنىدۇ.
يىغىۋېلىش سۈزگۈچ ئۈسكۈنىسى ۋە ئاگاھلاندۇرۇش سىستېمىسى سوۋۇتۇش تونېلىدىكى سۇ يىغىش ئورنىغا ئورنىتىلغان.
ABB ئاساسلىق ماتورلۇق قوزغاتقۇچ ، MITSUBISHI inverter
ئاساسىي ماتوردىكى چەكتىن ئېشىپ كەتكەن قوغداش ئۈسكۈنىسى گىرۋەك تاختىسى ۋە يەتكۈزگۈچ سىستېمىسىنى ئۈنۈملۈك قوغدايدۇ.
تېرمومېتىر ۋە سۇ بېسىمى ئۆلچەش ئەسۋابىمۇ سەپلەنگەن
يىغىۋېلىنغان سۇ پومپىسى ۋە قىزىتما قايتۇرۇش دورىسى پۈركۈش كېرەك
شاخ پۈركۈش تۇرۇبىسىنى چۇۋۇپ ئاسان چايقاشقا بولىدۇ
بىرىنچى رايوندا بىر تۇتاش پۈركۈش تولۇقلىمىسى ئىشلىتىپ ، سۇ تېمپېراتۇرىسىنىڭ قاتتىق ئۆزگىرىشىنىڭ ئالدىنى ئالىدۇ.


5. بوتۇلكا قۇرۇتقۇچ
تونۇشتۇرۇش
يۇقىرى بېسىملىق شامالدۇرغۇچنى قوبۇل قىلىڭ ، ھاۋانى كىچىك بوشلۇقتىن قويۇپ بېرىڭ ، بوتۇلكا بەدىنىدىكى سۇنى پارتىلىتىڭ.بۇ بوشلۇق يانتۇ بولۇپ ، پۈتكۈل بەدەننى ھاۋاغا تېگىدۇ.ئۇ يۇقىرى بېسىملىق شامالدۇرغۇچ ، شامالدۇرغۇچ ، رامكا ، كونترول ئۈسكۈنىسى ، دولقۇن باكى قاتارلىقلاردىن تەركىب تاپىدۇ.
6. يۇمىلاق بوتۇلكا يەككە ماركا چاپلاش ماشىنىسى
قىسقىچە تونۇشتۇرۇش
ئېغىر تىپتىكى قۇرۇلۇشتا ئۇزۇن يىللىق ئىشەنچلىك مۇلازىمەت ئۈچۈن ئاليۇمىن ۋە داتلاشماس پولات ئاساسى رامكا بىلەن چوڭ رازمېرلىق قوزغاتقۇچ زاپچاسلىرى ئىشلىتىلىدۇ.
مەھسۇلاتنىڭ ئارىلىقى ۋە يۆنىلىشىنى تەمىنلەيدىغان ھەر خىل مەھسۇلاتلار سېستىمىسى بار.ئۇنى يالغۇز تۇرۇشقا ياكى تورغا بىرلەشتۈرۈش ۋە قاچىلاش ئۈسكۈنىلىرىنىڭ سۈرئىتىنى ماسلاشتۇرۇشقا ئىشلىتىشكە بولىدۇ.
ئىلغار يۇقىرى بېسىملىق مىكرو باسقۇچلۇق قوزغاتقۇچ ئىلتىماس قىلغۇچىلار كۆپ خىل بەلگە ماتېرىياللىرىنى توغرا ۋە ئىشەنچلىك قوللىنىشتا نىسبەتنى تولۇقلاش ۋە سۈرئەتكە ئەگىشىش ئىقتىدارىنى ئۆز ئىچىگە ئالىدۇ.
يۇمىلاق ، چاسا ، يۇمىلاق ياكى تىك تۆت بۇلۇڭلۇق قاچىلارغا بەلگە قويۇش ئىقتىدارىغا ئىگە ئالدى ۋە / ياكى ئارقا تاختاي بەلگىسىنى قوللىنىش ئۈچۈن لايىھەلەنگەن.









7. لازېرلىق كود پرىنتېر
لازېرلار سىياھ ئىشلەتمەيدۇ.بۇ ئىنتايىن تۆۋەن تەننەرختىن دېرەك بېرىدۇ: ئىستېمال خامچوتى ۋە سىياھ سىستېمىسى يوق.ھەمدە سىياھ قالايمىقانچىلىق ۋە پاكىز ، تېخىمۇ پاكىز ئىشلەپچىقىرىش مۇھىتىنى بىلدۈرمەيدۇ.ئۇنىڭدىن باشقا ، iCON لازېرلىرى ئىچكى جەھەتتە ئىشەنچلىك: بۇ بۇزۇلۇش ۋە تۆۋەن ئاسراش ھەققى يوق دېگەنلىك.ھازىر باھا كىچىك ھەرپ كودلاشتا لازېر ئىشلەتمەسلىكنىڭ سەۋەبى ئەمەس.بۇ لازېر رىقابەت باھاسىدا ئەلا سۈپەتلىك ئىقتىدار بىلەن تەمىنلەيدۇ.ئۇلار كىچىك ھەم ئىخچام ، ھەتتا ئەڭ قىيىن جايلاردىمۇ ئورنىتىش ئاسان.ئۇلار لازېر بولغاچقا ، تۇراقلىق ھەم يۆتكىلىشچان مەھسۇلاتلارغا كودلىيالايدۇ.زۆرۈر تېپىلغاندا سىرتقى كونتروللىغۇچنى ئۇلىغىلى بولىدۇ.
سىياھنىڭ پاكىز ، كۆپ ئىقتىدارلىق ۋە تەننەرخى يۇقىرى ئۈنۈملۈك تاللاش بىلەن تەمىنلەيدىغان كىچىك تىپتىكى كودلاش لازېرلىرى.
8. LYBS6545 ئاپتوماتىك كىچىكلىتىلگەن فىلىم ئوراش ماشىنىسى
ئۈسكۈنىلەر قىسقىچە تونۇشتۇرۇش
1. مودېل: LYBS6545auto پىلاستىنكا ئوراش ماشىنىسى
LYBS 6545 ئاپتوماتىك پىلاستىنكا ئوراش ماشىنىسى ئەڭ يېڭى تېخنىكا ئاساسىدا لايىھەلەنگەن ۋە ياسالغان ، ئىچىملىك ئىشلەپچىقىرىشنىڭ ئوراپ قاچىلاش ئېھتىياجىغا ئاساسەن ، ساپ سۇ ، مىنېرال سۇ ، شەربەت ، يۇمشاق ئىچىملىك قاتارلىقلار.ئۇ ئاپتوماتىك ئورالغان ، كىچىكلىتىلگەن تونېل بار ، مۇكەممەل ئورالغان.
2. LYBS 6545 ئاپتوماتىك پىلاستىنكا ئوراش ماشىنىسىنىڭ ئالاھىدىلىكى
1) ئاپتوماتىك رەتلەش يەتكۈزگۈچ سىستېمىسى ، داتلاشماس پولات تۇرۇبا ۋە بوتۇلكىلارنى ئوراش مەقسىتىدە ئۆلچەملىك دومىلاشقا ئىشلىتىدىغان يېتەكلەش تاختىسى بار ، بوتۇلكا گۇرۇپپىسىنىڭ 3 x 4 ، 4 x 6 ياكى 2 x لىق بولۇشىغا كاپالەتلىك قىلىڭ. ئوراش ئېھتىياجى ئۈچۈن 6 ، 4 x 5 pc بوتۇلكا.
2) ئاپتوماتىك PE پەردىسىنى بىر تەرەپ قىلىش قىسمى بولۇپ ، ئۇ ئۈستۈنكى ۋە تۆۋەنكى يۇمىلاق يەم-خەشەك PE پەردىسىنى ئۆز ئىچىگە ئالىدۇ ھەمدە ئاپتوماتىك ئىنفرا قىزىل قىزىل سېزىم سىستېمىسى ئورنىتىلغان بولۇپ ، بوتۇلكىلارنىڭ ئورالغان ۋە پېچەتلەشكە تەييارلانغانلىقىنى تەكشۈرۈش ئۈچۈن ، پۈتكۈل جەريان PLC كونترول سىستېمىسى تەرىپىدىن دەرھال ئىشلىنىدۇ.
ئورالغان بوتۇلكىلار ئاپتوماتىك ئىتتىرىش سىستېمىسى ئارقىلىق كىچىكلەۋاتقان تونېل يەتكۈزگۈچىگە ئىتتىرىلىدۇ ، بۇ ئورالغان بوتۇلكىنى كىچىكلەۋاتقان تونېلنىڭ يەتكۈزگۈچىگە ئىتتىرىدۇ.
3) ئاپتوماتىك ئىسسىق شامال كىچىكلىتىش تونېلى ، كىچىكلىتىش سىستېمىسى ماشىنىنىڭ ئايرىلغان قىسمى بولۇپ ، سېزىمچان ئېكران تېمپېراتۇرىسىنى كونترول قىلىش سىستېمىسى كونترول قىلىدىغان تېمپېراتۇرىنى ئايرىم كونترول قىلىدىغان ئورۇن بار.
4) PLC ۋە ئېلېكتر كونترول سىستېمىسى ئارقىلىق ئېكران كونترول تاختىسى.

يوللانغان ۋاقتى: 11-ئاينىڭ 30-كۈنىدىن 20-كۈنىگىچە